Trochoidal Milling دېگەن نېمە
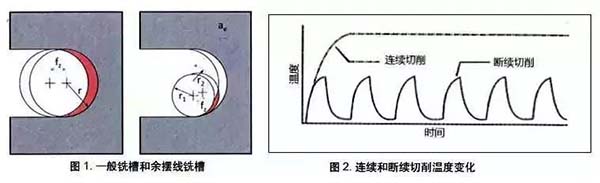
ئاخىرقى زاۋۇتلار كۆپىنچە ئايروپىلان ، ئۆستەڭ ۋە مۇرەككەپ يۈزلەرنى پىششىقلاپ ئىشلەشكە ئىشلىتىلىدۇ. بۇرۇلۇش بىلەن ئوخشىمايدىغىنى ، بۇ زاپچاسلارنىڭ ئۆستەڭ ۋە مۇرەككەپ يۈزلىرىنى پىششىقلاپ ئىشلەشتە ، يول لايىھىلەش ۋە تۈگمەن تاللاشمۇ ئىنتايىن مۇھىم. ئوق چىقىرىشنىڭ ئومۇمىي ئۇسۇلىغا ئوخشاش ، بىرلا ۋاقىتتا پىششىقلاپ ئىشلەشنىڭ ئەگمە ئۇلىنىش بۇلۇڭى ئەڭ يۇقىرى بولغاندا 180 ° قا يېتىدۇ ، ئىسسىقلىقنىڭ تارقىلىش ئەھۋالى ناچار ، پىششىقلاپ ئىشلەش جەريانىدا تېمپېراتۇرا شىددەت بىلەن ئۆرلەيدۇ. قانداقلا بولمىسۇن ، ئەگەر كېسىش يولى ئۆزگەرتىلسە ، تۈگمەن كېسىش ماشىنىسى بىر تەرەپتىن ئايلىنىپ يەنە بىر تەرەپكە ئايلانسا ، ھەر بىر ئىنقىلابنىڭ ئالاقىلىشىش بۇلۇڭى ۋە كېسىش مىقدارى تۆۋەنلەپ ، كېسىش كۈچى ۋە كېسىش تېمپېراتۇرىسى تۆۋەنلەپ ، قورالنىڭ ئۆمرى ئۇزارتىلىدۇ. . شۇڭا ، كېسىشنى ئۇزۇن مۇددەت داۋاملاشتۇرغىلى بولىدۇ ، مەسىلەن (1-رەسىم) تروخوئىد زاۋۇتى دەپ ئاتىلىدۇ.
ئۇنىڭ ئەۋزەللىكى شۇكى ، ئۇ كېسىشنىڭ قىيىنلىقىنى ئازايتىپ ، پىششىقلاپ ئىشلەش سۈپىتىگە كاپالەتلىك قىلىدۇ. كېسىش پارامېتىرلىرىنى مۇۋاپىق تاللاش ئۈنۈمنى يۇقىرى كۆتۈرەلەيدۇ ۋە تەننەرخنى تۆۋەنلىتىدۇ ، بولۇپمۇ ئىسسىققا چىداملىق قېتىشما ۋە يۇقىرى قاتتىق ماتېرىيال قاتارلىق ماشىنىغا ئىشلىتىلىدىغان ماتېرىياللارنى پىششىقلاپ ئىشلىگەندە ، ئۇ رولىنى كۆرۈنەرلىك جارى قىلدۇرالايدۇ ، ھەمدە زور تەرەققىيات يوشۇرۇن كۈچىگە ئىگە بولۇشى مۇمكىن. سانائەتنىڭ تروخوئىدلىق ئورۇش ئۇسۇلىنى تېخىمۇ كۆپ دىققەت قىلىشى ۋە تاللىشىدىكى سەۋەب.
 تېخنىكىلىق ئەۋزەللىك
تېخنىكىلىق ئەۋزەللىك
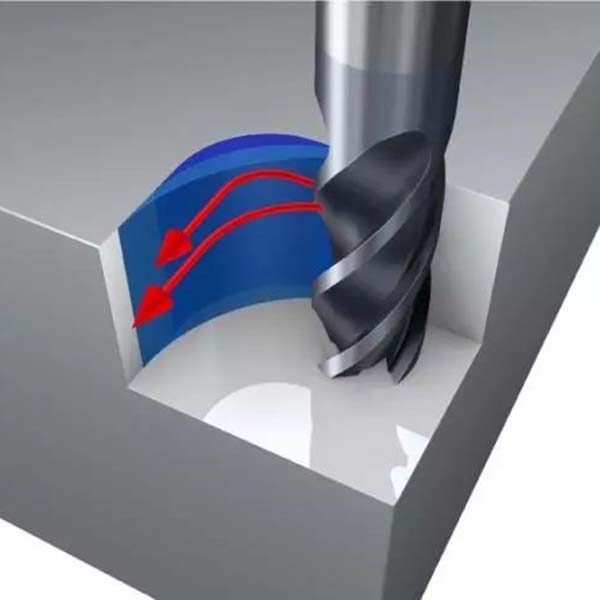
سىكلوئىد يەنە تروخوئىد ۋە كېڭەيتىلگەن ئېپىسسىكلوئىد دەپمۇ ئاتىلىدۇ ، يەنى ھەرىكەت چەمبىرىكى سىيرىلماي دومىلاش ئۈچۈن مەلۇم تۈز سىزىقنى ئۇزارتقاندا ، ھەرىكەت چەمبىرىكىنىڭ سىرتىدىكى ياكى ئىچىدىكى بىر نۇقتىنىڭ يۆنىلىشى. ئۇنى ئۇزۇن (قىسقا) دەۋرىيلىك دېيىشكە بولىدۇ. Trochoidal پىششىقلاپ ئىشلەش بولسا دىئامېتىرى ئوقيا كەڭلىكىدىن كىچىكرەك بولغان ئاخىرقى زاۋۇتنى ئىشلىتىپ ، يېرىم ئەگمە ئوقنى يان تەرەپتىكى ئوقنىڭ كىچىك قىسمىغا بىر تەرەپ قىلىدۇ. ئۇ ھەر خىل ئۆستەڭ ۋە يەر ئۈستى كاۋاكلىرىنى بىر تەرەپ قىلالايدۇ. بۇنداق بولغاندا ، نەزەرىيە جەھەتتىن ، ئاخىرقى زاۋۇت ئۇنىڭدىن چوڭ چوڭلۇقتىكى ئوقيا ۋە ئارخىپلارنى بىر تەرەپ قىلالايدۇ ، شۇنداقلا بىر يۈرۈش مەھسۇلاتلارنى قۇلايلىق بىر تەرەپ قىلالايدۇ.
كومپيۇتېر رەقەملىك كونترول تېخنىكىسىنىڭ تەرەققىي قىلىشى ۋە قوللىنىلىشى بىلەن كونترول قىلغىلى بولىدىغان ئورۇش يولى ، كېسىش پارامېتىرلىرىنى ئەلالاشتۇرۇش ۋە تروخوئىد زاۋۇتىنىڭ كۆپ تەرەپلىمىلىك يوشۇرۇن كۈچى قوللىنىلىپ ، تېخىمۇ كۆپ جارى قىلدۇرۇلدى. ئۇ ئالەم قاتنىشى ، قاتناش ئەسلىھەلىرى ۋە قورال ۋە قېلىپ ياساش قاتارلىق زاپچاسلارنى پىششىقلاپ ئىشلەش سانائىتى تەرىپىدىن ئويلىنىپ باھالاندى. بولۇپمۇ ئاۋىئاتسىيە سانائىتىدە ، ئادەتتە ئىشلىتىلىدىغان تىتان قېتىشمىسى ۋە نىكېلنى ئاساس قىلغان ئىسسىققا چىداملىق قېتىشما زاپچاسلارنىڭ نۇرغۇن پىششىقلاپ ئىشلەش ئالاھىدىلىكى بار ، مەسىلەن:
يۇقىرى ئىسسىقلىق كۈچى ۋە قاتتىقلىق كېسىش قورالىنىڭ كۆتۈرۈلۈشىنى ھەتتا شەكلى ئۆزگىرىشىنى قىيىنلاشتۇرۇۋېتىدۇ.
يۇقىرى قىرقىش كۈچى تىغنى ئاسان زىيانغا ئۇچرىتىدۇ
تۆۋەن ئىسسىقلىق ئۆتكۈزۈشچانلىقى يۇقىرى ئىسسىقلىقنىڭ كېسىش رايونىغا ئېكىسپورت قىلىنىشىنى قىيىنلاشتۇرۇۋېتىدۇ ، بۇ يەردە تېمپېراتۇرا ھەمىشە 1000 سېلسىيە گرادۇستىن ئېشىپ كېتىدۇ ، بۇ قوراللارنىڭ ئۇپرىشىنى ئېغىرلاشتۇرۇۋېتىدۇ.
پىششىقلاپ ئىشلەش جەريانىدا ، ماتېرىيال دائىم تىغ بىلەن كەپشەرلىنىدۇ ، نەتىجىدە گىرۋەك ھاسىل بولىدۇ. پىششىقلاپ ئىشلەنگەن يەر يۈزىنىڭ سۈپىتى ناچار
نىكېلنى ئاساس قىلغان ئىسسىققا چىداملىق قېتىشما ماتېرىياللارنىڭ ئاۋستېن ماترىسسا بىلەن بولغان خىزمەتنى قاتتىقلاشتۇرۇش ھادىسىسى ئېغىر
نىكېلنى ئاساس قىلغان ئىسسىققا چىداملىق قېتىشمىلارنىڭ مىكرو قۇرۇلمىسىدىكى كاربونلار بۇ قورالنىڭ سۈركىلىشىنى كەلتۈرۈپ چىقىرىدۇ.
تىتان قېتىشمىسىنىڭ خىمىيىلىك پائالىيىتى يۇقىرى ، خىمىيىلىك رېئاكسىيەمۇ زىياننى ئېغىرلاشتۇرۇۋېتىدۇ.
بۇ قىيىنچىلىقلارنى تروخوئىد زاۋۇتى تېخنىكىسىنىڭ ياردىمىدە ئۇدا ۋە ئوڭۇشلۇق بىر تەرەپ قىلغىلى بولىدۇ.
قورال ماتېرىياللىرى ، سىرلار ، گېئومېتىرىيەلىك شەكىللەر ۋە قۇرۇلمىلارنى ئۈزلۈكسىز ئەلالاشتۇرۇش سەۋەبىدىن ، ئەقلىي ئىقتىدارلىق كونترول سىستېمىسى ، پروگرامما تۈزۈش تېخنىكىسى ۋە يۇقىرى سۈرئەتلىك ، يۇقىرى ئۈنۈملۈك كۆپ ئىقتىدارلىق ماشىنا قوراللىرى ، يۇقىرى سۈرئەتلىك (HSC) ۋە يۇقىرى ئۈنۈملۈك تېز سۈرئەتتە تەرەققىي قىلدى. (HPC) كېسىشمۇ بىر سەۋىيىگە يەتتى. يېڭى ئېگىزلىك. يۇقىرى سۈرئەتلىك ماشىنا ئاساسلىقى سۈرئەتنىڭ ياخشىلىنىشىنى ئويلىشىدۇ. يۇقىرى ئۈنۈملۈك پىششىقلاپ ئىشلەش كېسىش سۈرئىتىنىڭ ياخشىلىنىشىنى ئويلىشىپلا قالماي ، قوشۇمچە ۋاقىتنىڭ قىسقارتىلىشىنىمۇ ئويلىشىشى ، ھەر خىل كېسىش پارامېتىرلىرى ۋە كېسىش يوللىرىنى مۇۋاپىق تەڭشەپ ، بىرىكمە پىششىقلاپ ئىشلەش ئارقىلىق جەرياننى ئازايتىپ ، ھەر بىر ۋاقىتتا مېتال چىقىرىش نىسبىتىنى ئۆستۈرۈشى ۋە شۇنىڭ بىلەن بىر ۋاقىتتا قورالنىڭ ئۆمرىنى ئۇزارتىدۇ ۋە تەننەرخنى تۆۋەنلىتىدۇ ، مۇھىت ئاسراشنى ئويلىشىدۇ.
تېخنىكا ئىستىقبالى
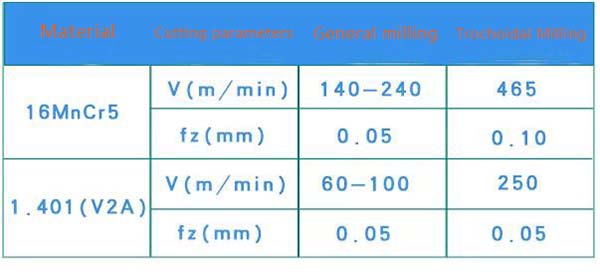
ئاۋىئاتسىيە ماتورىدىكى تروخوئىد زاۋۇتىنىڭ قوللىنىشچان سانلىق مەلۇماتلىرىغا قارىغاندا (تۆۋەندىكى جەدۋەلدە كۆرسىتىلگەندەك) ، تىتان قېتىشمىسى Ti6242 نى بىر تەرەپ قىلغاندا ، ھەر بىر ھەجىمدىكى كېسىش قوراللىرىنىڭ تەننەرخى% 50 كە يېقىن تۆۋەنلىتىلىدۇ. ئادەم سائەتنى% 63 ، قوراللارغا بولغان ئېھتىياجنى% 72 ، قورال تەننەرخىنى% 61 تۆۋەنلەتكىلى بولىدۇ. X17CrNi16-2 پىششىقلاپ ئىشلەشنىڭ خىزمەت ۋاقتىنى تەخمىنەن% 70 قىسقارتقىلى بولىدۇ. بۇ ياخشى تەجرىبىلەر ۋە مۇۋەپپەقىيەتلەر تۈپەيلىدىن ، ئىلغار تروخوئىدلىق ئورۇش ئۇسۇلى تېخىمۇ كۆپ ساھەگە قوللىنىلدى ، ئۇ يەنە كىشىلەرنىڭ دىققىتىنى قوزغىدى ۋە مىكرو ئىنچىكە پىششىقلاپ ئىشلەشنىڭ بەزى ساھەلىرىدە قوللىنىلىشقا باشلىدى.
يوللانغان ۋاقتى: 2-ئاينىڭ 22-كۈنىدىن 20-كۈنىگىچە


